O que conhecemos por ponto GEL da cola de onduladeira, é a temperatura na qual o amido que é a parte principal da composição da cola se gelatiniza, a obtenção de um ponto GEL adequado é de suma importância para a qualidade da colagem.
O amido nativo de milho (mais comum utilizado nas formulações das colas, seja no Brasil ou no mundo) tem um ponto de gelatinização entre 72 e 75 graus Celsius, esta temperatura é muito alta para utilização da cola (com esta temperatura, as onduladeiras não conseguiriam alcançar velocidades mais altas porque a mesa quente não teria tempo suficiente para gelatinizar a cola), por isto utilizamos a soda cáustica na composição da cola (além de outros fatores ), que devido a seu poder alcalinizante “abre a molécula do amido “ e reduz a temperatura do ponto GEL.
O ponto gel recomendado para trabalho ficaria em uma faixa entre 57 e 61 graus Celsius.
Uma maneira prática de se calcular a quantidade de soda a ser utilizada, é relacioná-la em porcentagem com o amido total da formulação da cola, a grosso modo por volta de 2% de soda (seca em escama) sobre o amido da formulação nos leva a um ponto gel em torno de 59/60 ºC.
Do que depende uma empresa para definir o ponto gel adequado para sua operação:
Deve-se avaliar o tipo de papel, a temperatura utilizada no papel durante o processo, a qualidade da mesa quente e a velocidade da onduladeira.
Lembrando sempre que o ponto gel e a viscosidade da cola devem ser ajustados em concomitância.
Nas onduladeiras mais modernas de maior velocidade, a tendência é de se trabalhar com ponto gel mais baixo do que nas demais.
Para mesas quentes mais curtas, ou com deficiência de temperatura, um ponto gel mais baixo também é indicado.
Fatores a serem levados em consideração:
Com um ponto gel muito baixo, a cola pode gelatinizar assim que é transferida para o papel, não conseguindo ancorar, isto irá causar uma colagem superficial, provocando um efeito zíper, que descola a chapa sem que haja arrancamento de fibras, isto se verifica facilmente passando os dedos sobre as linhas de colagem que ficam arenosas ao tato.
Ao contrário, um ponto gel muito alto pode também levar a deslocamentos, pois se a mesa quente não tiver calor suficiente, a água da cola evapora antes da gelatinização do amido, isto vai provocar o que chamamos de colagem branca, a linha de cola mostra o amido seco sem gelatinizar, esta linha de cola será suave ao tato quando se passa o dedo sobre a mesma.
Outro fator como a viscosidade inadequada da cola também pode provocar os mesmos efeitos
A medida do ponto gel é de extrema importância para controle dos parâmetros de qualidade da cola, esta medida é feita coletando-se uma pequena quantidade de cola em um béquer (preferencialmente de vidro), este béquer deve ser aquecido em um banho maria fervente, usando-se um termômetro como agitador, no momento em que a cola começa a engrossar e descolar do termômetro deve ser feita a leitura da temperatura, este será o ponto gel da cola. É importante que a água tenha temperatura perto da fervura, pois temperaturas mais baixas podem levar a um erro de medição, que acontece devido ao maior tempo para gelatinização, com isto os grânulos de amido absorvem muita água, incham e gelatinizam em temperaturas mais baixas do que realmente é o ponto gel, é um efeito parecido quando deixamos o feijão de molho em água antes de cozinhá-lo.

Equipamento para medida de ponto gel (esquerda), medição de modo manual (direita)
Com o passar do tempo, o ponto gel da cola tende a subir, pois a soda na sua composição vai perdendo poder de alcalinizar o meio, por isto é importante se utilizar cola sempre recém preparada.
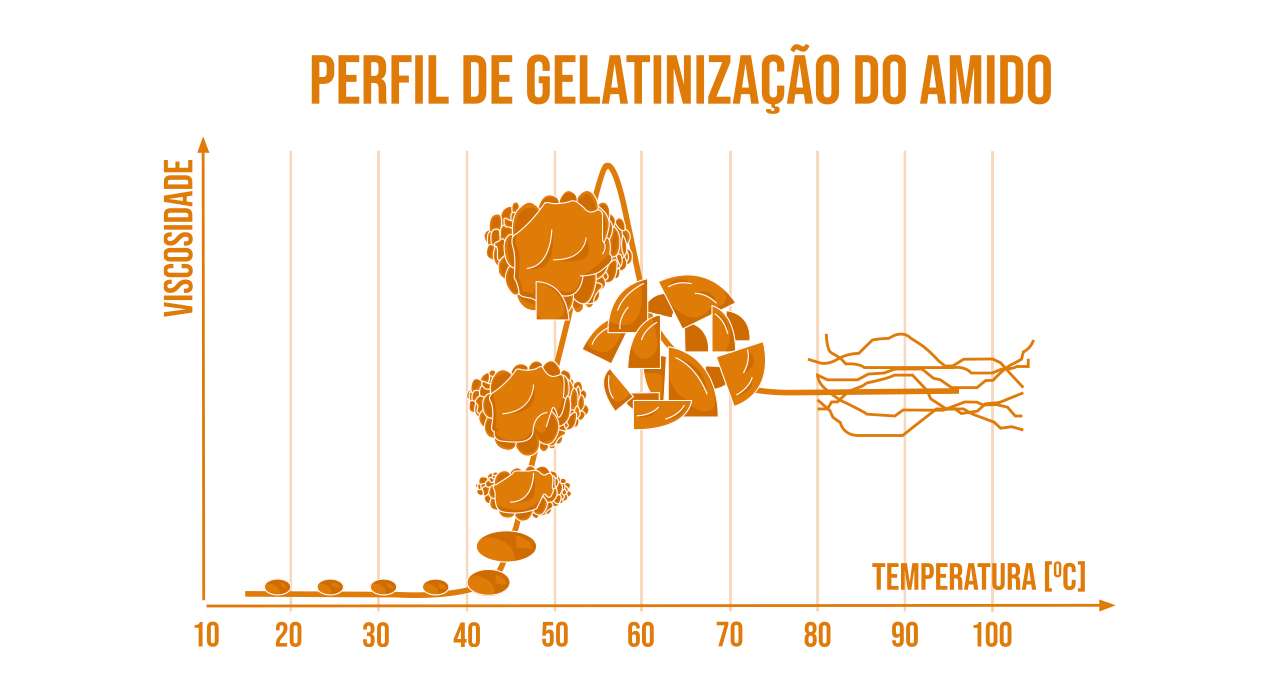
GRÁFICO COM PERFIL DE GELATINIZAÇÃO DO AMIDO X VISCOSIDADE
De acordo com nossa experiência, o uso do Melhorador de Colagem MC não interfere nos resultados de ponto GEL da cola, porém o aditivo promove uma estabilidade no que se diz respeito aos quesitos viscosidade / ponto gel, fazendo com que estes parâmetros permaneçam mais estáveis durante todo o tempo de vida útil da cola.

Para maiores informações sobre o aditivo MC Smartgum entre em contato através do email: paulo.jordao@nvty.com.br ou pelo fone (41) 3372 3372.