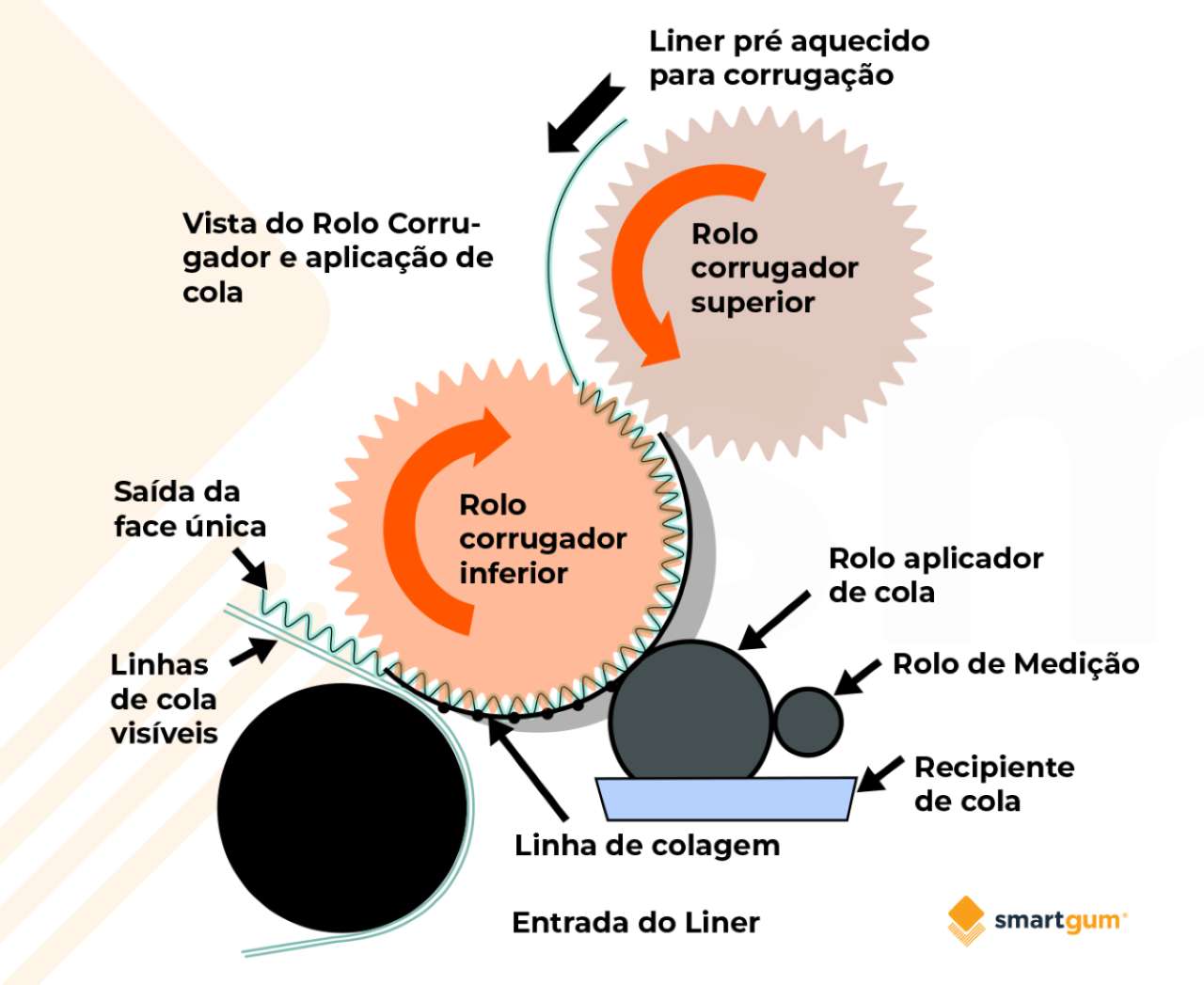
A produção de uma chapa de papelão ondulado plano, seco e bem aderido requer uma série de requisitos muito bem ajustados, a onduladeira e a cola devem estar muito bem alinhados para uma aplicação consistente nas chapas.
Uma das partes mais importantes desta engrenagem é a aplicação da cola no papel que foi corrugado, para que esta aplicação seja a mais eficiente e precisa, 2 fatores importantes que devem ser avaliados são os alinhamentos dos rolos e as condição das células do rolo de cola.
Se as células do rolo de cola não estiverem limpas e em boas condições ou se os espaços entre os rolos não estão paralelos e corretos, você pode esperar problemas de colagem, deformação, delaminação e consumo excessivo de cola.
Condição do rolo de cola:
Os rolos de cola precisam estar limpos e livres de detritos, como acúmulo de cálcio ou cola seca nas células. As células também precisam estar em boas condições físicas.
Normalmente as células têm apenas 0,23 mm de profundidade e podem ser danificadas por impacto com o rolo corrugador. Alcançar um equilíbrio e um padrão de cola consistente requer que as células de cola estejam consistentes em toda extensão do rolo. Células gastas ou danificadas podem causar aplicação irregular de amido, o que leva a problemas de distorção em toda a rede de colagem.
Como você pode ver abaixo, a primeira foto mostra células boas com perfis afiados; a segunda foto mostra células desgastadas; e a terceira imagem mostra células que foram destruídas pelo contato o rolo corrugador.
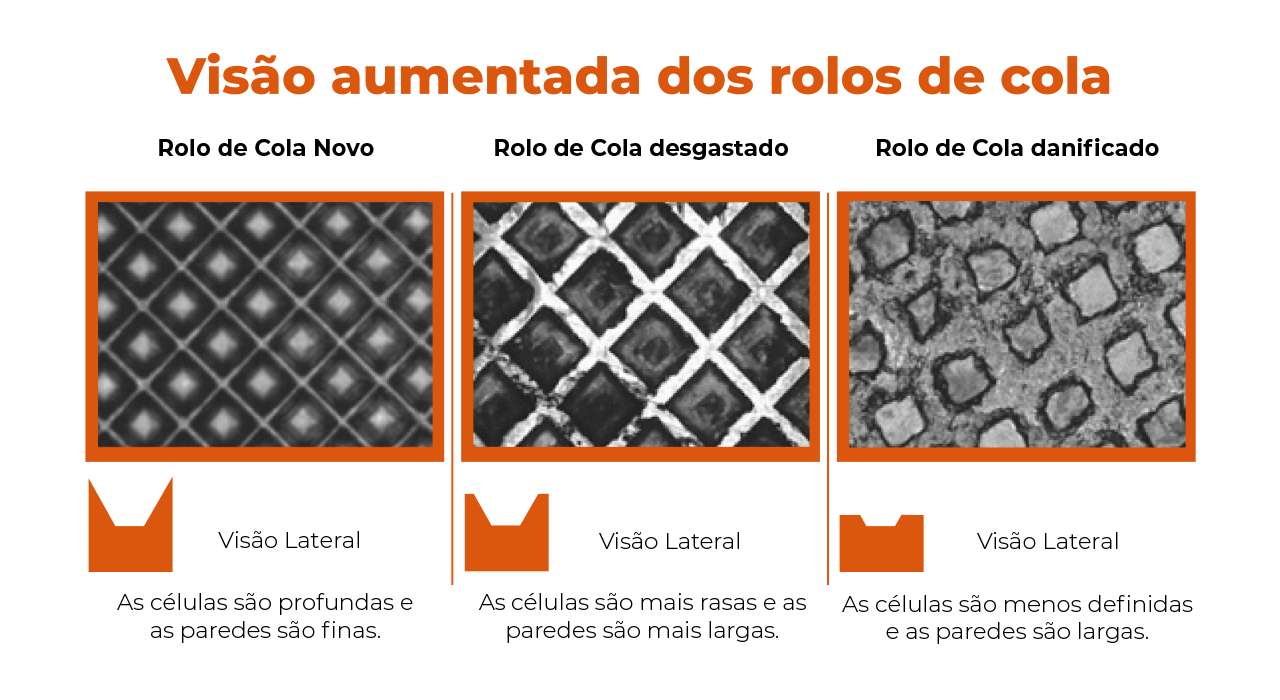
Como se pode ver, a medida que as paredes celulares começam a se desgastar, as células tornam-se mais rasas. O amido começará então a formar uma película sobre a cola no rolo em vez de preencher as células. Isto leva a ações inadequadas e quantidades inconsistentes de cola sendo aplicadas ao meio.
Além disso, as células desgastadas aumentam a tendência da cola a espirrar do rolo de cola para o papel corrugado, o que leva a excesso de cola aplicada e chapas mais úmidas.
As células também podem ser danificadas nas chapas duplas se a barra de contato/manutenção e o rolo condutor não estão ajustados corretamente e impactam o rolo de cola.
A maioria das barras de contato deve ser ajustada a 1,5 mm da parte inferior das sapatas até o topo do rolo de cola.
Para uma onduladeira que produz microondulados, as sapatas devem ser ajustadas em 0,76 a 1,01 mm.